Effects of Composition, Processing, and Structure on Properties of Copper and Copper Alloys
Abstract
Copper and the majority of its alloys are highly workable hot or cold, making them readily commercially available in various wrought forms: forgings, bar, wire, tube, sheet, and foil.
In 1995, copper used in wire and cable represented about 50% of U.S. production and in flat products of various thickness another 15%, rod and bar about 14%, tube about 14.5%, with foundries using about 5% for cast products, and metal powder manufacturers about 0.6%.
Besides the more familiar copper wire, copper and its alloys are used in electrical and electronic connectors and components, heat-exchanger tubing, plumbing fixtures, hardware, bearings, and coinage.
After iron and aluminum, copper is the third most-prominent commercial metal because of its availability and attractive properties: excellent malleability (or formability), good strength, excellent electrical and thermal conductivity, and superior corrosion resistance.
Copper offers the designer moderate levels of density (8.94 g/cm3, or 0.323 lb/in.3), elastic modulus (115 GPa, or 17x106 psi), and melting temperature (1083°C, or 1981°F). It forms many useful alloys to provide a wide variety of engineering property combinations and is not unduly sensitive to most impurity elements.
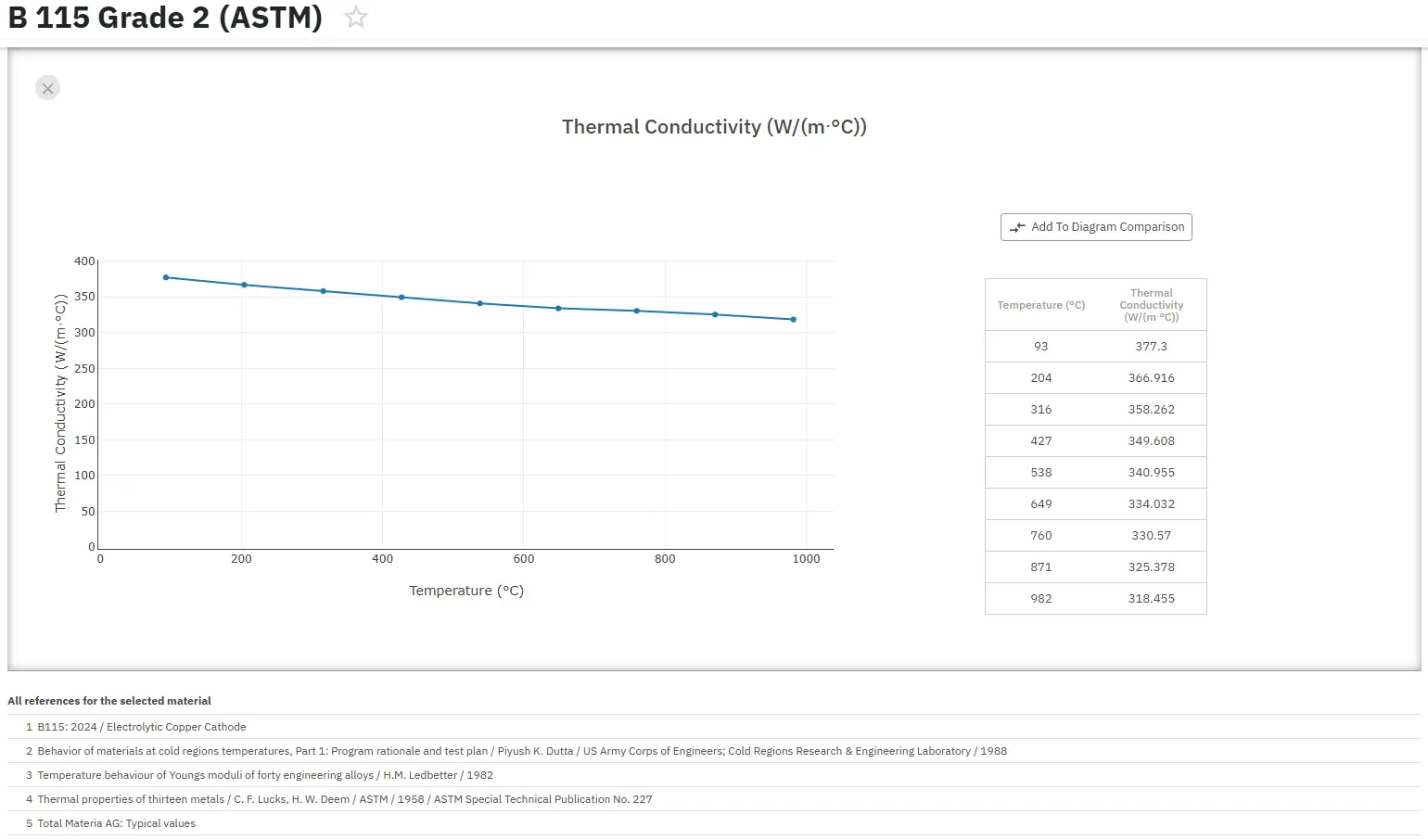
The electrical conductivity of commercially available pure copper, about 101% IACS (International Annealed Copper Standard), is second only to that of commercially pure silver (about 103% IACS). Standard commercial copper is available with higher purity and, therefore, higher conductivity than what was available when its electrical resistivity value at 20°C (70°F) was picked to define the 100% level on the IACS scale in 1913. The thermal conductivity for copper is also high, 391 W/mK (226 Btu/ft.h.°F).
Copper and the majority of its alloys are highly workable hot or cold, making them readily commercially available in various wrought forms: forgings, bar, wire, tube, sheet, and foil. In 1995, copper used in wire and cable represented about 50% of U.S. production and in flat products of various thickness another 15%, rod and bar about 14%, tube about 14.5%, with foundries using about 5% for cast products, and metal powder manufacturers about 0.6%. Besides the more familiar copper wire, copper and its alloys are used in electrical and electronic connectors and components, heat-exchanger tubing, plumbing fixtures, hardware, bearings, and coinage.
As with other metal systems, copper is intentionally alloyed to improve its strength without unduly degrading ductility or workability. However, it should be recognized that additions of alloying elements also degrade electrical and thermal conductivity by various amounts de- pending on the alloying element, its concentration and location in the microstructure (solid solution or dispersoid). The choice of alloy and condition is most often based on the trade-off between strength and conductivity.
Copper and its alloys are readily cast into cake, billet, rod, or plate-suitable for subsequent hot or cold processing into plate, sheet, rod, wire, or tube-via all the standard rolling, drawing, extrusion, forging, machining, and joining methods. Copper is hot worked over the temperature 750 to 875°C (1400 to 1600°F), annealed between cold working steps over the temperature range 375 to 650°C and is thermally stress relieved usually between 200 and 350°C.
Many of the applications of copper and its alloys take advantage of the work-hardening capability of the material, with the cold processing deformation of the final forming steps providing the required strength/ductility for direct use or for subsequent forming of stamped components. Copper is easily deformed to more than 95% reduction in area. The amount of cold deformation between softening anneals is usually restricted to 90% avoid excessive crystallographic texturing, especially in rolling of sheet and strip.
Wrought Copper Alloys
The purpose of adding alloying elements to copper is to optimize the strength, ductility (formability), and thermal stability, without inducing unacceptable loss in fabricability, electrical/thermal conductivity, or corrosion resistance.A list of selected wrought copper alloy compositions and their properties is given in Table 1. In this table, the alloys are arranged in their common alloy group: the coppers (99.3% min Cu), the high-coppers (94% min Cu), brasses (copper-zinc), bronzes (copper-tin, or copper-aluminum, or copper-silicon), copper-nickels, and the nickel silvers (Cu-Ni-Zn).
Composition and property data are given by the Copper Development Association (CDA) and are incorporated in the ASTM numbering system, wherein alloys numbered by the designations (now UNS) C10100 to C79900 cover wrought alloys and C80100 to C99900 apply to cast alloys.
Copper alloys show excellent hot and cold ductility, although usually not to the same degree as the unalloyed parent metal. Even alloys with large amounts of solution-hardening elements -- zinc, aluminum, tin, silicon -- that show rapid work hardening are readily commercially processed beyond 50% cold work before a softening anneal is required to permit additional processing.
The amount of cold working and the annealing parameters must be balanced to control grain size and crystallographic texturing. These two parameters are controlled to provide annealed strip products at finish gage that have the formability needed in the severe forming and deep drawing commonly done in commercial production of copper, brass, and other copper alloy hardware and cylindrical tubular products.
The pure copper alloys, also called the coppers (C10100 to C15900), are melted and cast in inert atmosphere from the highest-purity copper in order to maintain high electrical conductivity (oxygen-free, or OF, copper, C10200). Copper is more commonly cast with a controlled oxygen content (0.04% O as in electrolytic tough pitch, or ETP, copper, C11000) to refine out impurity elements from solution by oxidation. Included in this group are the alloys that are deoxidized with small addition of various elements such as phosphorus (C12200, Cu-0.03P) and the alloys that use minor amounts of alloy additions to greatly improve softening resistance, such as the silver- bearing copper alloys (C10500, Cu-0.034 min Ag) and the zirconium-bearing alloys (C 15000 and C15100, Cu-0.lZr).
High-copper alloys (C16000 to C19900) are designed to maintain high conductivity while using dispersions and precipitates to increase strength and softening resistance: iron dispersions in Cu-(1.0-2.5)Fe alloys (C19200, C19400), chromium precipitates in Cu-1Cr (C18200), and the coherent precipitates in the Cu-(0.3-2.0)Be-Co-Ni age-hardening alloys (C17200, C17410, and C17500).
Brass alloys are a rather large family of copper-zinc alloys. A significant number of these are binary copper-zinc alloys (C20500 to C28000), utilizing the extensive region of solid solution up to 35% Zn, and offering excellent formability with good work-hardening strength at reasonable cost.
The alloys below 15% Zn have good corrosion and stress-corrosion resistance. Alloys above 15% Zn need a stress-relieving heat treatment to avoid stress corrosion and, under certain conditions, can be susceptible to dezincification.
Alloys at the higher zinc levels of 35 to 40% Zn contain the bcc beta phase, especially at elevated temperatures, making them hot extrude able and forgeable (alloy C28000 with Cu-40Zn, for example). The beta alloys are also capable of being hot worked while containing additions of 1 to 4% Pb, or more recently bismuth, elements added to provide the dispersion of coarse particles that promote excellent machinability characteristics available with various commercial Cu-Zn-Pb alloys (C31200 to C38500).
The tin-brasses (C40400 to C49000) contain various tin additions from 0.3 to 3.0% to enhance corrosion resistance and strength in brass alloys. Besides improving corrosion-resistance properties in copper-zinc tube alloys, such as C44300 (Cu- 30Zn-1Sn), the tin addition also provides for good combinations of strength, formability, and electrical conductivity required by various electrical connectors, such as C42500 (Cu-10Zn- 2Sn). A set of miscellaneous copper-zinc alloys (C66400 to C69900) provide improved strength and corrosion resistance through solution hardening with aluminum, silicon, and manganese, as well as dispersion hardening with iron additions.
Bronze alloys consist of several families named for the principal solid-solution alloying element. The familiar tin-bronzes (C50100 to C54400) comprise a set of good work-hardening, solid-solution alloys containing from nominally 0.8% Sn (C50100) to 10% Sn (C52400), usually with a small addition of phosphorus for deoxidation. These alloys provide an excellent combination of strength, formability, softening resistance, electrical conductivity, and corrosion resistance.
The aluminum-bronze alloys contain 2 to 15% Al (C60800 to C64200), an element adding good solid-solution strengthening and work hardening, as well as corrosion resistance. The aluminum- bronzes usually contain 1 to 5% Fe, providing elemental dispersions to promote dispersion strengthening and grain size control.
The silicon-bronze alloys (C64700 to C66100) generally offer good strength through solution- and work- hardening characteristics, enhanced in some cases with a tin addition, as well as excellent resistance to stress corrosion and general corrosion.
Cupronickels are copper-nickel alloys (C70100 to C72900) that utilize the complete solid solubility that copper has for nickel to provide a range of single-phase alloys (C70600 with Cu-10Ni-1.5Fe, and C71500 with Cu-30Ni- 0.8Fe, for example) that offer excellent corrosion resistance and strength. The family of copper-nickel alloys also includes various dispersion- and precipitation-hardening alloys due to the formation of hardening phases with third elements, such as Ni2Si in C70250 (Cu-3Ni-0.7Si-0.15Mg) and the spinodal hardening obtainable in the Cu- Ni-Sn alloys (C72700 with Cu-10Ni-8Sn, for example).
Copper-nickel-zinc alloys, also called nickel-silvers, are a family of solid-solution-strengthening and work-hardening alloys with various nickel-zinc levels in the Cu-(4-26)Ni-(3-30)Zn ternary alloy system valued for their strength, formability, and corrosion and tarnish resistance, and, for some applications, metallic white color.
Strengthening Mechanisms for Wrought Copper Alloys
Copper can be hardened by the various common methods without unduly impairing ductility or electrical conductivity. The metallurgy of copper alloys is suited for using, singly or in combination, the various common strengthening mechanisms: solid solution and work hardening, as well as dispersed particle and precipitation hardening.The commonly used solid-solution hardening elements are zinc, nickel, manganese, aluminum, tin, and silicon, listed in approximate order of increasing effectiveness. Commercial alloys represent the entire range of available solid-solution compositions of each element: up to 35% Zn, and up to (and even beyond) 50% Ni, 50% Mn, 9% Al, 11% Sn, and 4% Si.
Work hardening is the principal hardening mechanism applied to most copper alloys, the degree of which depends on the type and amount of alloying element and whether the alloying element remains in solid solution or forms a dispersoid or precipitate phase. Even those alloys that are commercially age hardenable are often provided in the mill hardened tempers; that is, they have been processed with cold work preceding and/or following an age-hardening heat treatment.
Table 1. Compositions and properties of selected wrought copper alloys
| Alloy | UNS No. | Nominal composition | Treatment | Tensile strength (MPa) | Yield strength (MPa) | Elongation (%) | Rockwell hardness |
| Pure copper | |||||||
| OFHC | C10200 | 99.95 Cu | ... | 221-455 | 69-365 | 55-4 | ... |
| High-copper alloys | |||||||
| Beryllium-copper | C17200 | 97.9Cu-1.9Be-0.2Ni or Co | Annealed | 490 | ... | 35 | 60 HRB |
| Beryllium-copper | C17200 | 97.9Cu-1.9Be-0.2Ni or Co | Hardened | 1400 | 1050 | 2 | 42 HRC |
| Brass | |||||||
| Gilding, 95% | C21000 | 95Cu-5Zn | Annealed | 245 | 77 | 45 | 52 HRF |
| Gilding, 95% | C21000 | 95Cu-5Zn | Hard | 392 | 350 | 5 | 64 HRB |
| Red brass, 85% | C23000 | 85Cu-15Zn | Annealed | 280 | 91 | 47 | 64 HRF |
| Red brass, 85% | C23000 | 85Cu-15Zn | Hard | 434 | 406 | 5 | 73 HRB |
| Cartrige brass, 70% | C26000 | 70Cu-30Zn | Annealed | 357 | 133 | 55 | 72 HRF |
| Cartrige brass, 70% | C26000 | 70Cu-30Zn | Hard | 532 | 441 | 8 | 82 HRB |
| Muntz metal | C28000 | 60Cu-40Zn | Annealed | 378 | 119 | 45 | 80 HRF |
| Muntz metal | C28000 | 60Cu-40Zn | Half-hard | 490 | 350 | 15 | 75 HRB |
| High lead brass | C35300 | 62-Cu-36Zn-2Pb | Annealed | 350 | 119 | 52 | 68 HRF |
| High lead brass | C35300 | 62-Cu-36Zn-2Pb | Hard | 420 | 318 | 7 | 80 HRB |
| Bronze | |||||||
| Phosphor bronze, 5% | C51000 | 95Cu-5Sn | Annealed | 350 | 175 | 55 | 40 HRB |
| Phosphor bronze, 5% | C51000 | 95Cu-5Sn | Hard | 588 | 581 | 9 | 90 HRB |
| Phosphor bronze, 10% | C52400 | 90Cu-10Sn | Annealed | 483 | 250 | 63 | 62 HRB |
| Phosphor bronze, 10% | C52400 | 90Cu-10Sn | Hard | 707 | 658 | 16 | 96 HRB |
| Aluminium bronze | C60800 | 95Cu-5Al | Annealed | 420 | 175 | 66 | 46 HRB |
| Aluminum bronze | C60800 | 95Cu-5Al | Cold rolled | 700 | 441 | 8 | 94 HRB |
| Aluminum bronze | C63000 | 81.5Cu-9.5Al-5Ni-2.5Fe-1Mn | Extruded | 690 | 414 | 15 | 96 HRB |
| Aluminum bronze | C63000 | 81.5Cu-9.5Al-5Ni-2.5Fe-1Mn | Half hard | 814 | 517 | 15 | 98 HRB |
| High-silicon bronze | C65500 | 96Cu-3Si-1Mn | Annealed | 441 | 210 | 55 | 66 HRB |
| High-silicon bronze | C65500 | 96Cu-3Si-1Mn | Hard | 658 | 406 | 8 | 95 HRB |
| Copper nickel | |||||||
| Cupronickel, 30% | C71500 | 70Cu-30Ni | Annealed | 385 | 126 | 36 | 40 HRB |
| Cupronickel, 30% | C71500 | 70Cu-30Ni | Cold rolled | 588 | 553 | 3 | 86 HRB |
| Nickel silver | |||||||
| Nickel silver | C75700 | 65Cu-23Zn-12Ni | Annealed | 427 | 196 | 35 | 55 HRB |
| Nickel silver | C75700 | 65Cu-23Zn-12Ni | Hard | 595 | 525 | 4 | 89 HRB |
Access Precise Properties of Copper Alloys Now!
Total Materia Horizon contains property information for 30,000+ copper alloys: composition, mechanical, physical and electrical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.