Duplex Stainless Steels: Part Two
Abstract
Duplex stainless steels (DSS) are widely used in chemical, petrochemical, cellulose and nuclear plants around the world. Because of their fine austenitic-ferritic microstructure they offer an excellent combination of mechanical and corrosion resistance properties.
Duplex stainless steels (DSS) are widely used in chemical, petrochemical, cellulose and nuclear plants around the world. Because of their fine austenitic-ferritic microstructure they offer an excellent combination of mechanical and corrosion resistance properties.
Many researchers have studied and developed methods of detection and quantification of thermal embrittlement in DSS. Tsuchiya et al. and Evanson et al. employed magnetic measurements and found that the hysteresis loss, residual induction and coercive force increased with ageing time in cast DSS. Controversially, Maeda et al. have found experimentally that there is a decrease in the coercive force during the ageing of cast duplex stainless steels in the range of 350-450°C. Kim et al. found an increase of the Curie temperature in ferritic stainless steels aged at 370°C and 400°C.
475°C Embrittlement
The susceptibility of a duplex stainless steel UNS S31803 to thermal embrittlement at 475°C was evaluated by means of mechanical tests (impact energy and hardness), magnetic measurements (hysteresis and thermomagnetic analysis) and scanning electron microscopy.
Results show that the material undergoes severe embrittlement and hardening in the first 100 h. The corrosion resistance of the ferrite phases in a 10%HNO3 + 0.05%HF solution deteriorated after 500 h of ageing. The Curie temperature (Tc) was the most sensitive magnetic property to the microstructural changes that promote embrittlement. Tc increases with ageing time due to the progressive reduction of chromium in the Fe-rich matrix during spinodal decomposition.
The best performance of wrought Duplex Stainless Steel (DSS) is obtained in the solution treated condition. Nevertheless, two hardening and embrittlement processes may occur when these materials are heated: (a) sigma phase (σ) precipitation in the range of 700°C to 900°C and (b) precipitation of a Cr-rich phase (α') in the range of 300°C to 600°C.
The (α') precipitation leads to a progressive hardening and reduction of the material toughness. This precipitation occurs by spinodal decomposition, a mechanism by which the ferrite phase decomposes into a Cr-rich phase (α') and a Fe-rich phase. Because this reaction occurs more rapidly at 475°C, this process is also known as "475°C embrittlement". However this phase separation may also occur in temperatures as low as 300°C in exposures after thousands of hours or at 600°C in exposures for few minutes, depending on the chemical composition of the steel.
Alloy Designations
Due to excellent corrosion resistance and high strength, the most widely used duplex stainless steel is 2205. The name 2205 comes from a typical composition of 22% chromium and 5% nickel. Alloy 2205 provides a stainless steel with twice the yield strength of the standard austenitic alloys and an upgrade in general corrosion resistance without any reduction of corrosion resistance in parts that are welded.
Alloy 2205 is known as second generation duplex stainless steels. This alloy offers excellent pitting and crevice corrosion resistance and significantly better chloride stress-corrosion cracking resistance than 300 series austenitic stainless steels. In addition alloy 2205 has yield strengths two to three times higher than those of 304, 316, or 317 stainless steels.
First generation duplexes, e.g. 329, have existed for many years. Duplex stainless steels have a microstructure that is a mixture of austenite and ferrite. This blend produces alloys that exhibit the best features of both types of stainless steels. One problem with the first generation duplexes is they tend to lose some of their corrosion resistance when welded, which can only be restored by a postweld heat treatment.
Second generation duplex alloys like 2205 were developed by adding 0.15 to 0.25% nitrogen, which reduces the chromium partitioning between the austenitic and ferritic phases of the alloys. This change enhances the pitting and crevice corrosion resistance and, when properly welded, retains the full corrosion resistance of the alloy. The mixture of austenite and ferrite is usually 50-50 in the second generation duplex alloys.
The austenitic stainless steel alloys are generally excellent alloys for corrosion resistance. The most significant corrosion problem found when using these alloys is the tendency to exhibit pitting and stress-corrosion cracking in halide environments, such as chlorides. The 254SMO alloy was designed primarily to reduce this problem. By adding extra molybdenum and nickel, the resistance to pitting and stress-corrosion cracking was greatly enhanced.
Corrosion Resistance
Duplex stainless steels are extremely corrosion resistant. They have high resistance to intergranular corrosion. Even in chloride and sulfide environments, duplex stainless steels exhibit very high resistance to stress corrosion cracking. The super duplex grades are even more resistant to corrosion.
Heat Resistance
The high chromium content of duplex stainless steels that protects against corrosion causes embrittlement at temperatures over about 300°C. At low temperatures duplex stainless steels have better ductility than the ferritic and martensitic grades. Duplex grades can readily be used down to at least -50°C.
Fabrication
Fabrication of all stainless steels should be done only with tools dedicated to stainless steel materials. Tooling and work surfaces must be thoroughly cleaned before use. These precautions are necessary to avoid cross contamination of stainless steel by easily corroded metals that may discolour the surface of the fabricated product.
Heat Treatment
Duplex stainless steels cannot be hardened by heat treatment. They can however be work hardened. Solution treatment or annealing can be done by rapid cooling after heating to around 1100°C.
Machinability
Although machinable, the high strengths of duplex stainless steels make machining difficult. As an example, machining of 2205 is around 20% slower than for 304. Machining can be enhanced by using the following rules:
- Cutting edges must be kept sharp. Dull edges cause excess work hardening.
- Cuts should be light but deep enough to prevent work hardening by riding on the surface of the material.
- Chip breakers should be employed to assist in ensuring swarf remains clear of the work.
- Low thermal conductivity of austenitic alloys results in heat concentrating at the cutting edges. This means coolants and lubricants are necessary and must be used in large quantities.
Welding
Duplex stainless steels have good weldability. All standard welding processes can be used. They are not quite as easily welded as the austenitic grades but low thermal expansion in duplex grades reduces distortion and residual stresses after welding. The recommended filler material for 2205 stainless steel is 2209.
Applications
Duplex stainless steels are typically used in:
- Chemical processing, transport and storage
- Oil and gas exploration and offshore rigs
- Oil and gas refining
- Marine environments
- Pollution control equipment
- Pulp & paper manufacturing
- Chemical process plants.
Historically, the structural use of stainless steels in civil engineering applications, such as road and rail bridges, has been limited. This is because of the perception by owners and designers that the steels are disproportionately expensive. Their mechanical properties are poor compared to structural steels and there is also a lack of awareness of the range of steels available. This knowledge deficit can manifest itself in a number of ways. Common misconceptions regarding stainless steels include the assumptions that.
- It is only available in thin strip and coil, and not as thicker hot rolled plates;
- These steels cannot be welded
- Stainless steels only consist of the traditional AISI 300 series austenitic alloys
- The materials have highly reflective surface finishes
- They are complicated and sensitive to work with.
These factors combine to make the increased use of stainless steels in civil engineering a struggle. This is unfortunate as there is little doubt that selection of an appropriate steel type/grade for a given application would provide an inherently durable solution over the long life, typically 120 years, of these structures. Given the desire of infrastructure owners to reduce maintenance costs and disruption to the traveling public, it is perhaps right time to overcome the common perception.
Duplex stainless steels are excellent structural engineering materials that are largely overlooked in civil engineering, perhaps understandably given the cost of traditional alloys. However, the newer lean alloys complete a family of steels that can provide corrosion protection over the full range of environmental exposure conditions typical of bridge structures.
These materials are not appropriate for all bridge or civil engineering applications, but they offer the potential to provide maintenance free solutions, at least with respect to corrosion protection. This is cost effective in both initial investment and lifecycle costing. To achieve this potential, there needs to be a better awareness of what DSS can offer and how they perform in typical service environments. It is also essential that the supply chain works together to optimize steel production, structure design and fabrication to meet the demands of this industrial sector by taking account of the particular properties of duplex stainless steels. This may well demand novel design solutions to make use of the greater flexibility in stainless steel production compared to structural steels, and to satisfy customers´ needs without creating unnecessary waste.
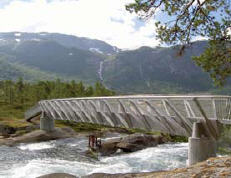

Figure 1: Examples of structures fabricated in duplex stainless steels. Left: Aparte Bridge, Stockholm, Sweden; right: Menorca Bridge, Spain.
Access Precise Properties of Stainless Steels Now!
Total Materia Horizon contains property information for 120,000+ stainless steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.