The Ring Rolling Process
Ring rolling has advanced but versatile rolling process as it can be performed on the material at high temperatures and also at ambient temperatures.
The main applications of the process are for the production of railway tyres, anti-friction bearing races, and a range of ring shaped components used in the automotive and aerospace industries.
Rolling is continuous forming of metal between a set of rotating rolls whose shape or height is incrementally reduced to produce desired section through imposing high pressures for plastic deformation. It is the process of reducing thickness, increasing length without increasing the width markedly. The ring rolling process can be performed with the material at high temperature (hot) or initially at ambient temperature (cold). Ring rolling is an advanced technique to manufacture seamless rings with flexible cross-sectional shape, improved grain structure, and minimal scrap.
The process and equipment are similar in principle to rolling mills used for plate production. Indeed in both processes the metal is rolled between two rolls which move toward each other to form a continuously reducing gap. In ring rolling, the rolls are of different diameters and geometries.
The ring rolling process is basically used in the production of railway tyres, anti-friction bearing races and different ring shaped work pieces for automotive and aerospace applications. The advantages of the ring rolling process include short production time, uniform quality, close tolerances and considerable saving in material cost.
Moreover the main advantage of the work pieces produced by ring rolling process, compared to other technological processes, is given by the size and orientation of grains, especially on the worked surface which give to the final product excellent mechanical properties. In figure 1 the main production steps of the ring rolling process are summarized.
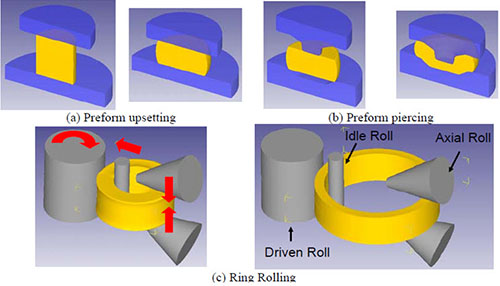
Figure 1: Main characteristic of ring rolling
As shown in figure 1, it begins with a forged bar that has been upset (a) and pierced (b) to obtain a hollow circular preform. The preform is placed over the idle roll that is forced toward the driven roll (c). At the same time, the axial rolls apply pressure in a direction parallel to the ring axis. So the idle roll reduces the width while the axial rolls reduce the height of the ring cross section.
The coupled idle and axial rolls movement imparts the desired shape to the cross section and increase the ring diameter. The work piece starting section could have a rectangular or complex shape. As can be observed from figure 1, due to the nature of the process different rolling mills (driven roll, idle and axial roll) are involved and the correct selection of the process parameters is not so feasible.
Also, the ring rolling process is widely used to produce seamless rings by forming by a continuous but gradual process with various outer ring diameters for power generation plants, aircraft engines and large cylindrical vessels. Advantages of the ring rolling process compared to the ring forging process are the fast working time with the grain flow being formed continuously which is favorable by nature.
