Direct-Chill Casting
Since its development and subsequent launch in the 1930’s Direct Chill Casting has become the most widely used semi-continuous casting process for the production of non-ferrous billets and ingots.
The main advantages of DC Casting are that the defects deriving from the process are controllable and effectively limited to localized presence in a narrow layer at the surface of the billet.
Direct-chill (DC) casting is currently the most common semi-continuous casting practice in non-ferrous metallurgy. The process is characterized by molten metal being fed through a bottomless water cooled mould where it is sufficiently solidified around the outer surface that it takes the shape of the mould and acquires sufficient mechanical strength to contain the molten core at the centre. As the ingot emerges from the mould, water impinges directly from the mould to the ingot surface (direct chill), falls over the cast surface and completes the solidification. A scheme of the process is shown in Figure 1.
During this process, three different cooling zones are identified: primary mold cooling, secondary water cooling, and bottom block cooling. (see Figure 1).
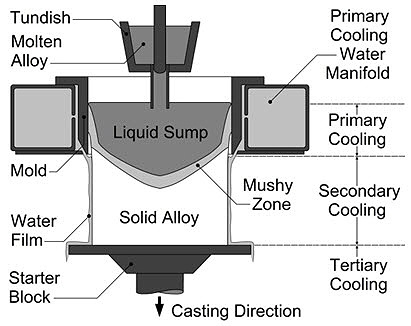
Figure 1: DC caster components and cooling regions during steady-state casting
The Direct Chill (DC) casting process has been used commercially since the 1930’s for the production of non-ferrous billets and ingots for further processing.
At the start of the process, a starter block is partially inserted into a water-cooled copper or aluminium mould. The starter block is initially positioned slightly above the lower lip of the mould to close off its bottom. The mould is then filled with molten metal until the desired mould metal level is reached, then the bottom block is gradually lowered into a casting pit carrying with it the solidifying ingot. Cooling water circulates in the water manifold of the mould and heat is transferred from the liquid metal to the mould.
The removal of heat through the mould walls is called primary cooling. The starter block continues to be lowered at the desired casting speed and more melt is poured into the mould to maintain a constant metal level in the mould. Once the semi-solid shell of the ingot leaves the bottom of the mould, the emerging ingot surface is impinged directly by cooling water jets that exit the mould bottom through a series of holes or slots to further cool the casting. After the direct spray of water impinges on the surface, it runs down the outer perimeter of the ingot and into the pit.
The direct contact between the cooling water and the ingot surface is known as secondary cooling, and is responsible for the largest amount of heat extraction during steady-state casting. The casting process continues until the desired length of the ingot has been reached. Once cast, the DC cast ingots or billets are subjected to secondary manufacturing processes to make various commercial products. For example, round billets may be cast to a convenient length and then extruded into a multitude of different extruded aluminum products.
Larger rectangular castings are normally homogenized, scalped to remove surface imperfections and then rolled into a wide range of aluminum plate, sheet and foil. In some cases, however, they are rolled together from ingots of two different compositions to produce bimetallic sheet with a core of one alloy and a thin clad layer of a different aluminum alloy.
The main benefit of direct chill casting is that the solidification (and the formation of structure and defects) occurs in relatively narrow layer of a billet and can be well controlled. The understanding of the processes occurring in this part of billet -e.g. melt flow, termo-solutal convection, grain nucleation and growth, solidification shrinkage, thermal contraction and feeding restrictions is paramount for understanding the cause and for prevention of casting defects.
Figure 2: Direct Chill Casting: mold and ingot