MAB and NAB Alloys: A Comprehensive Comparison of Manganese Nickel Aluminum Bronze and Nickel Aluminum Bronze
Abstract
Aluminum bronzes serve critical applications requiring exceptional durability and resistance properties. This article examines two prominent alloys: Manganese Nickel Aluminum Bronze (MAB) and Nickel Aluminum Bronze (NAB). These materials share similar elemental compositions but differ significantly in manganese content, with MAB containing 10.8 wt.% and NAB containing 1.3 wt.%. While MAB demonstrates superior welding, hot-working, casting, and foundry properties alongside better mechanical characteristics in thin sections and lower density, NAB exhibits enhanced resistance to corrosion fatigue, stress corrosion cracking, and cavitation erosion. The selection between these alloys depends on specific application requirements, considering factors such as mechanical properties, weight-saving potential, and corrosion resistance in marine, petrochemical, and industrial environments.
Applications and Industrial Significance of Aluminum Bronze Alloys
Aluminum bronzes have established themselves as essential materials in applications where exceptional durability and resistance are paramount. These alloys demonstrate their value in environments where other materials might fail prematurely or prove more expensive to purchase or fabricate. The widespread adoption of aluminum bronze alloys spans numerous industries, including chemical, petrochemical, and desalination plants, where their corrosion resistance properties prove invaluable.
In marine, offshore, and shipboard applications, these materials excel in hardware and equipment that must withstand harsh saltwater environments. Power generation facilities, aircraft manufacturing, automotive engineering, and railway systems also rely heavily on aluminum bronze alloys for their superior performance characteristics. Additionally, the iron and steel-making industries, electrical manufacturing sector, and building construction industry have incorporated these materials into their standard practices.
Beyond their use as solid components, aluminum bronzes serve extensively as metal-sprayed or weld-deposited surfacing materials. These applications typically involve coating steel substrates to provide enhanced wear resistance, corrosion protection, and sparking resistance, making them ideal for specialized industrial applications.
Comparative Analysis of MAB and NAB Compositions
Manganese Nickel Aluminum Bronze (MAB) and Nickel Aluminum Bronze (NAB) represent two of the most commonly utilized aluminum bronze alloys, particularly in marine propeller applications. Both materials share identical component elements, but their performance characteristics differ significantly due to variations in manganese content. MAB contains a substantially higher manganese content at 10.8 wt.%, while NAB maintains a relatively low manganese content of 1.3 wt.%.
This compositional difference creates distinct advantages and limitations for each alloy. MAB demonstrates superior welding, hot-working, casting, and foundry properties, making it more suitable for manufacturing processes requiring extensive fabrication work. However, its resistance to certain types of corrosion and cavitation erosion remains inferior compared to NAB, which can limit its application in specific marine environments.
Historical Development and Material Properties
The development of these aluminum bronze alloys followed a logical progression based on industrial needs. NAB was first developed in England in 1945, addressing the maritime industry's requirement for lightweight yet durable propeller materials. With a density of approximately 7.65 g/cm³ compared to high manganese bronze at 8.25 g/cm³, NAB enabled the production of propellers with reduced thickness and weight while maintaining the necessary physical dimensions for effective thrust production.
Building upon NAB's success, MAB was patented in the United Kingdom during the 1950s as a modified aluminum bronze. The increased manganese content in MAB serves four critical purposes that enhance its manufacturing and performance characteristics. First, manganese acts as an oxygen scavenger during casting, preventing oxidation of the alloy during early fabrication stages. Second, it reduces the overall copper content, further decreasing the material's density. Third, manganese stabilizes the β phase, preventing its transformation into the α+γ2 phase combination, where the γ2 phase forms a brittle network within the α phase. Finally, this stabilization results in strengthening phases that make MAB more ductile and provide better resistance to total blade fracture under moderate impact conditions.
Performance Characteristics and Selection Criteria
The mechanical properties of MAB demonstrate clear advantages over NAB when cast in thin sections, making it particularly suitable for applications requiring precise dimensional control. MAB's lower density of 7.45 g/cm³ compared to NAB's 7.65 g/cm³ provides additional weight-saving benefits, which can be crucial in aerospace and marine applications where weight reduction directly impacts performance and fuel efficiency.
Manufacturing advantages of MAB include its lower melting point, which facilitates better welding, casting, and foundry properties. Unlike NAB, MAB does not exhibit an embrittling temperature range between 250°C and 450°C, resulting in easier hot working and repair procedures. This characteristic significantly simplifies maintenance and fabrication processes, reducing both time and cost requirements.
However, these advantages come with trade-offs in corrosion resistance properties. MAB demonstrates lower resistance to corrosion fatigue, stress corrosion cracking, and cavitation erosion compared to NAB. This limitation may necessitate additional heat treatment after welding repairs in areas exposed to seawater or subjected to fatigue stressing, making MAB somewhat less favorable than NAB in certain marine applications.
Microstructural Analysis and Material Characterization
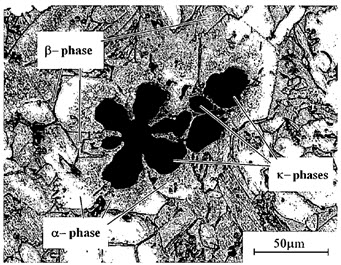
Figure 1: Optical micrograph showing the microstructure of as-received MAB alloy
The microstructural examination of as-received MAB reveals a complex phase composition that directly influences its mechanical properties. The optical micrograph demonstrates that MAB consists of dark κ-phases, which are intermetallic phases embedded within a matrix composed of α-phases (appearing as light etching regions) and β-phase (appearing as dark etching regions). This microstructural arrangement contributes to MAB's enhanced ductility and impact resistance characteristics.
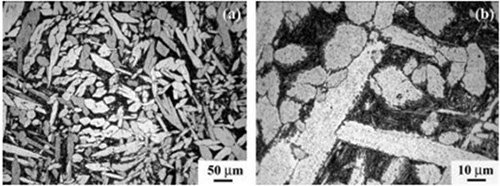
Figure 2: Optical microstructure of cast NAB alloy: (a) Widmanstätten morphology and porosities, (b) precipitates
In contrast, the microstructure of cast NAB samples presents a different phase composition that influences its superior corrosion resistance properties. The NAB microstructure comprises coarse Widmanstätten α phase formations, coarse martensite β' phase regions, fine κ phase particles, and some casting porosities. This microstructural configuration contributes to NAB's enhanced resistance to corrosion fatigue and cavitation erosion, making it more suitable for demanding marine environments.
Conclusion
The selection between Manganese Nickel Aluminum Bronze (MAB) and Nickel Aluminum Bronze (NAB) requires careful consideration of specific application requirements and operating conditions. While MAB offers advantages in manufacturing processes, weight reduction, and mechanical properties in thin sections, NAB provides superior corrosion resistance properties essential for long-term marine applications. Understanding these trade-offs enables engineers and material specialists to make informed decisions that optimize performance while minimizing lifecycle costs in their specific applications.
立即查看数万张金相组织图!
Total Materia Horizon 包含大量来自各个国家和标准的金属合金在不同热处理条件下的金相组织图。

申请 Total Materia Horizon免费试用帐户,加入来自全球 120 多个国家超过 500,000 名用户的大家庭。