The CAS-OB Process
The continuous relationship between producing the cleanest possible steel at the lowest possible price remains and ongoing challenge in the industry.
Composition adjustment by sealed argon bubbling – oxygen blowing is one unit process in secondary metallurgy which can help in this quest.
In recent years, the demand for clean steel with precise compositional control has been increased. As a somewhat contradictory factor, the high price of raw materials has forced steelmakers to try and reduce production costs where possible.
There are many technologies that support todays steel industry. Of these, the most important are the converters, which has put an end to the open-hearth furnace; the vacuum degassing process, which is used for the secondary refining of molten steel; and continuous casting (CC), which has completely replaced ingot casting.
The main demands on ladle metallurgy are good control of steel cleanliness, temperature, chemical analysis, alloying yields and degassing. Various refining methods have been developed to meet these demands, such as RH, ASEA-SKF, VOD and CAS-OB; and there are different ways to agitate and move liquid steel in the ladle, such as vacuum lifting, gas stirring and electromagnetic (induction) stirring.
Figure 1 shows a schematic diagram of different secondary steelmaking processes.
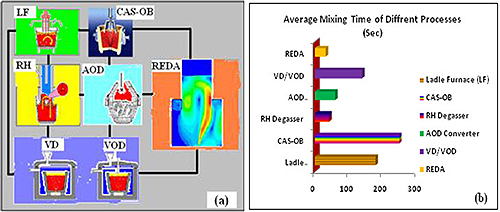
Figure 1: (a) Schematic diagram of different secondary steelmaking processes; (b) Average mixing time of different secondary steelmaking processes
The CAS-OB process (Composition Adjustment by Sealed argon bubbling – Oxygen Blowing) is a unit process designed for controlling the steel composition and temperature in secondary metallurgy.
A typical schematic diagram of a CAS-OB installation is shown in Figure 2.
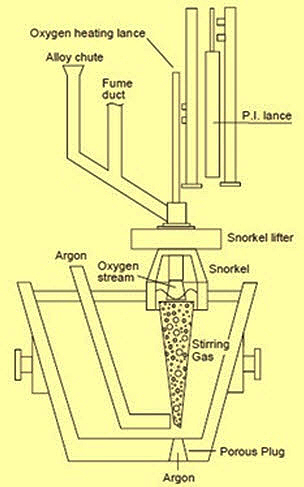
Figure 2: Schematic diagram of a CAS-OB installation
The process is commonly divided into heat-up, alloying and the reduction of slag. The objective of the heat up stage is to increase the temperature of the steel bath by chemical heating, which is conducted by feeding aluminum particles into the melt and employing simultaneous oxygen-blowing through a top lance. In practice, the rate of chemical heating is limited in order to avoid introducing excessive thermal stresses to the wall structures by means of heat transfer processes, particularly radiation and convection.
The main feature of the process is the refractory bell underneath which alloy additions to the bath is made. The steel ladle is positioned such that the bell is situated right above the porous stirring plug. This ensures that the agitated surface of the steel bath is confined to the area underneath the bell. Bottom bubbling gas creates an ‘open eye’ in the slag layer. The bell is lowered onto the liquid steel over this open eye in the slag.
In particular, it allows the simultaneous addition of Al and the blowing of O2 gas through a top lance. Due to the heat generated by the reaction of Al and O2, the liquid steel temperature can be raised by up to 10°C per minute. The Al2O3 produced must then float out to produce clean steel. Additional argon stirring, if necessary, is achieved through a specially shaped submerged lance. Further addition of ferro-alloys into this slag free region achieves higher yield.
After the delivery of the ladle to the position of the liquid steel processing position, blowing of argon through the porous plug in the bottom of the ladle is started and the presence of purging is visually monitored. Simultaneously the height of free board is measured and the value of the movement of the bell is calculated.
It is to be ensured that the lower end of the bell shall be immersed into the liquid steel by at least 200 mm. Also the temperature of the liquid steel and the activity of dissolved oxygen in it are measured.
Before the bell is lowered, argon flow is increased so that the surface of the liquid steel in the purge has the ‘open eye’. In the area of ‘open eye’, the bell is lowered. After having lowered the bell in the liquid steel to the desired depth, the flow of argon is reduced. The free surface of the liquid steel from the slag inside the bell serves the place for the addition of granular aluminum and other additives for deoxidation.
After this, homogenization is carried out of the liquid steel for 4 to 5 minutes. Then the argon flow is reduced further for taking a sample and measuring the temperature of the liquid steel. The result of temperature measurements is calculated for chemical heating, the required amount of aluminum metal and oxygen.
The heating of metal is usually combined with the adjustment of the chemistry of the liquid steel by the addition of ferroalloys and carburizer. During heating, simultaneously with the injection of oxygen into the bell continuous feeding of granular aluminum, ferroalloys and carburizer is carried out. The actual rate of heating of the metal is slightly lower than the estimated due to the loss of heat during the time gap between the additions and the time of temperature measurement.