Heat Treatment of High-Speed Steels
The first high-speed steel, which was of the T1 type, was developed at the beginning of this century. This steel, designated 18-4-l, was the precursor of modern high-speed steel. Grade T1 has for many years kept its position and it is still used to some extent. By adding some 5-10% Co and simultaneously increasing the C and V contents the wear resistance is increased. Common to all 18-4-l steels is their high hardening temperature, viz. 1260-1280°C. Any danger of overheating the steels by using a hardening temperature of 1280°C is therefore out of the question.
The first high-speed steel, which was of the T1 type, was developed at the beginning of this century. This steel, designated 18-4-l, was the precursor of modern high-speed steel. Grade T1 has for many years kept its position and it is still used to some extent. By adding some 5-10% Co and simultaneously increasing the C and V contents the wear resistance is increased. Common to all 18-4-l steels is their high hardening temperature, viz. 1260-1280°C. Any danger of overheating the steels by using a hardening temperature of 1280°C is therefore out of the question.
As was the case for hot-work steels, it has been possible to replace W in the T1 grade by Mo. This has led to the development of the M2 type (6-5-4-2) which, for most purposes, can replace T1.
Yet another variant is M7 which has a higher content of Mo but less W than M2. For some applications M7 is said to possess greater toughness and wear resistance than M2. Like T1, both M2 and M7 can be alloyed with Co which gives them increased hot wear-resistance. Such a variant of M7 is designated M42. For the M steels a suitable hardening temperature is 1200-1220°C. Sometimes 1230°C is given as the maximum hardening temperature and under no circumstances should this temperature be exceeded.
As may be seen from the above, the hardening temperatures for high-speed steels are higher than those for other tool steels. Temperatures of only some tens of degrees below the incipient fusion of the steel are used. The chromium carbides go into solution around 1100°C and at the normal hardening temperature for, say, grade M2 there are undissolved carbides left amounting to some 10%, mainly V carbides and double carbides of Mo and W.
The high hardening temperatures employed for high-speed steels are conducive to rapid grain growth and hence the holding time must be carefully controlled. The hardening temperature must also be accommodated to the original dimensions of the steel stock used for the tool, since as the stock dimension increases the amount of carbide segregation increases which, in turn, lowers the temperature of incipient fusion. Therefore, the hardening temperature should be kept near the lower limit of the normal hardening temperature range when the dimension of the original steel stock exceeds about 100 mm.
The hardening temperature is chosen to suit the steel in question, always keeping in mind the use to which the tool is to be put. Tools for machining, e.g. turning and planing tools, or for rough milling, should be hardened from the highest temperature in order to be certain that they obtain the best hot-hardness properties since the cutting edges may reach temperatures as high as 600°C.
Tools to be used at lower temperatures or that require good impact strength, such as cold-upsetting tools, can be hardened from temperatures as low as 1050°C. By this treatment, resistance to tempering is reduced and if the hardening temperature is low enough (below 1000°C) the secondary hardening effect disappears.
As a rule, high-speed steels have good hardenability from which follows that tools made from such steels may be quenched in a salt bath or even air cooled. High-speed steel containing 10% Co has a somewhat reduced hardenability and in order to arrive at maximum hardness by means of air cooling, light sections only (less than 30 mm in diameter) can be treated in this way.
Having been quenched from a normal hardening temperature, high-speed steels contain between 20% and 40% retained austenite. As they cool from a tempering temperature of about 575°C there is practically complete transformation to martensite while at the same time the initially formed martensite is tempered. A second tempering treatment is required to give the last-formed martensite its optimum combination of useful properties. In Figures 1a, b and c are shown the microstructures in specimens of grade M 42 after hardening, after a single and after a double tempering treatment, respectively.
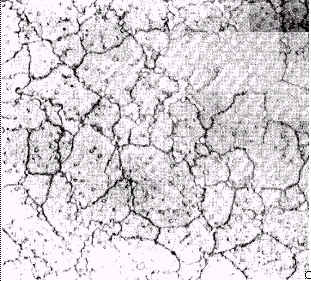 | 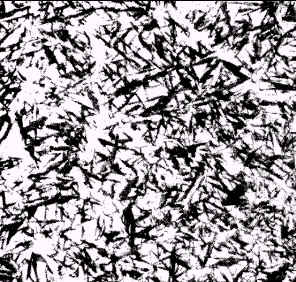 |
| (a) As quenched, 35% retained austenite; | (b) Tempered once at 600°C, 1 h. Tempered martensite and newly formed martensite; |
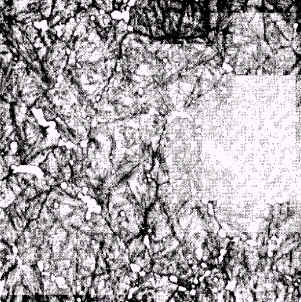 | |
| (c) Tempered twice at 600°C. 1 h each time. Tempered martensite 700 x |
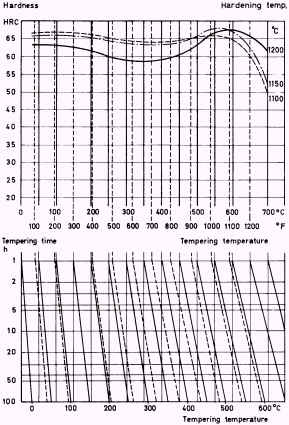
Retained austenite can also be transformed by subzero treatment. A prior subzero treatment will not affect the amount of retained austenite after tempering over about 575°C since this constituent is decomposed at the conventional tempering temperature used. At tempering temperatures above 550°C the length of the holding time produces a pronounced effect on the hardness, as may be seen from the curves in Figures 2 and 3 which show the interdependence of time and temperature. By increasing the tempering time from 1 to 4 h at 600°C the hardness of grade M 2 falls from 65,5 to 63 HRC.
Cutting tools for which the highest hardness is required, are tempered at 550°C. However, the hardness and tempering temperature must be adjusted to the toughness requirements. The impact strength is highest when the steel is tempered in the range 250-450°C and lowest at the temperature that gives maximum hardness. As the steel continues to be tempered at increasing temperatures the toughness starts to increase again. Tools that in service are subjected to high pressures give the best results if they have been tempered at about 600°C, the austenite being completely transformed at this temperature.
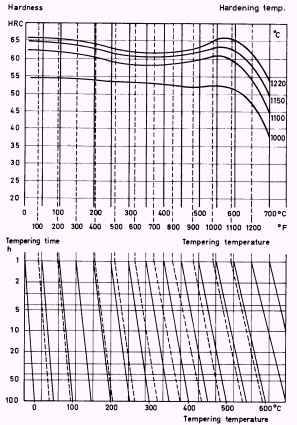 |  |
| Figure 2. Tempering curves showing inter-depedance of time and temperature for steel M2 | Figure 3. Tempering curves showing inter-depedance of time and temperature for steel M42 |
The torsion-impact test with unnotched specimens yields results that in many cases are in agreement with those from impact strength tests. According to Figure 4 the torsion-impact test indicates a minimum value at 650°C (1200°F) whereas according to Figure 5 the unnotched specimen indicates a minimum value at 510°C (950°F). The diagrams in the latter figure also show that grade M2 has higher impact strength and hardness than grade T1.
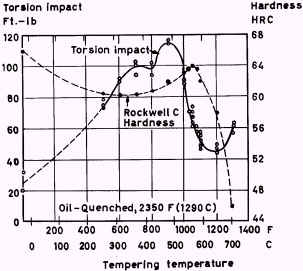
Figure 4. Influence of tempering temperature on hardness and torsion impact properties of grade T1 high-speed steel, oil hardened from 1290°C (2350°F)
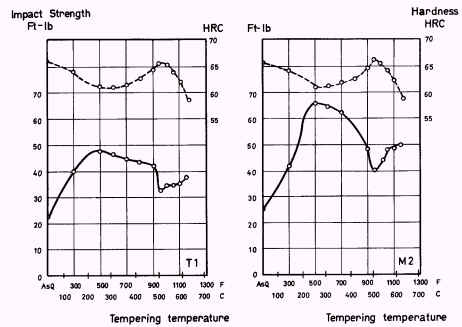
Figure 5. Influence of tempering temperature on hardness and unnotched Izod impact strength of grade T1 high-speed steel, austenitized at 1200°C (2350 °F), and grade M 2, austenitized at 1220°C (2225 °F), respectively
The hardness of a high-speed steel, quenched and tempered according to current practice, stays at a reasonably high level up to about 500°C (Figure 6). This hardness property is of very great importance to cutting tools, the cutting-edge temperature of which may rise to about 600°C. As was mentioned earlier, hot hardness increases as the hardening temperature increases, but the composition of the steel is the determining factor. Co and V are the alloying elements that have the most marked influence, which may be inferred from Figure 6.
High-speed steels find their most usual field of application as tools for machining. The most highly alloyed grades, e.g. M42, are best able to cope with the high cutting speeds and high cutting-edge temperatures which machining tools, such as lathe and planing tools, are subjected to. Unfortunately the superior wear resistance of this steel cannot always be utilized in milling cutters, for which toughness is imperative. Although the hardness of a turning tool may be about 68 HRC, a figure of 65 HRC should be the maximum hardness for milling cutters.
The large amount of carbides in high-speed steels ensures that they have good wear resistance at room temperature also. Hence high-speed steels find use to some extent as punching and blanking tools for which is required a greater degree of wear resistance than that available in grades D6 or D2. However, the higher price and the more complex heat-treating process are factors that also should be considered when high-speed steels are being considered for such uses.
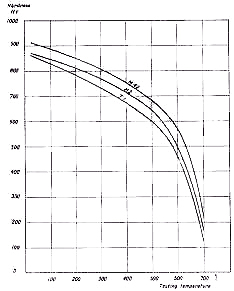
Figure 6. Hot-hardness of high-speed steels
Owing to their high strength at elevated temperatures, high-speed steels are also used for hot-work tools, usually for these that perform a shearing operations, for example hot shears and punches in hot-punching machines that produce nuts. The hardness of such tools should be 55-60 HRC. The wear resistance of high-speed steels may be enhanced by carburizing or by nitriding.